Test and Inspection Item: Rubber
Test and Inspection Item: Steel
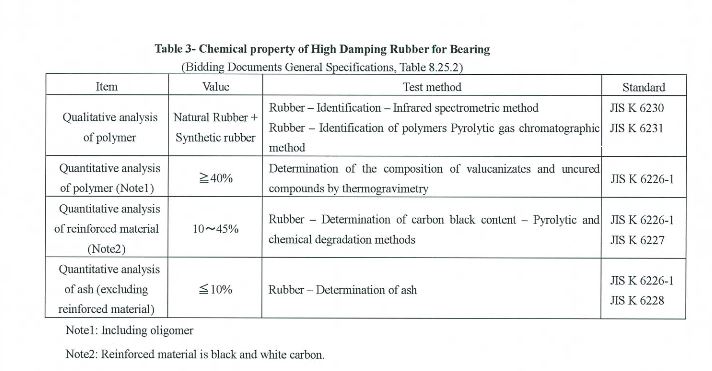
- Basic Propeties of Rubber / Durability / Chemical Components
- Frequency- once for this construction project
- Method- This method shall be performed by the third party organization with approved certification for laboratory testing
- Testing Place- Laboratory
- Acceptance Criteria - See table Below



Test and Inspection Item: Steel
- Steel Materials SM490A and SS400
- Frequency- per melting charge
- Method- Mill certificate of manufacturer
- Testing Place- Manufacturer
- Acceptance Criteria - See table Below


- Adhesion Strength
- Frequency- once
- Method- Adhesion to a rigid substrate- 90 degrees peel methos, conforming to the standards shown in table 2
- Testing Place- Manufacturer
- Acceptance Criteria - See table Below


- Reinforced Steel Plate (Internal Steel Plate)
- Frequency- 100%
- Method- Referring to mill sheet of the manufacturer. Thickness of Steel Plate shall be checked
- Testing Place- NA
- Acceptance Criteria - JIS G3193
- Rubber Body
- Frequency- 100%
- Method- Dimension of outside diameter shall be measured with the measuring instrument such as steel scale, caliper square and other
- Testing Place- NA
- Acceptance Criteria - Table 5

- Assembled Bearing
- Frequency- 100%
- Method- Dimension of outside diameter shall be measured with the measuring instrument such as steel scale, caliper square and other
- Testing Place- NA
- Acceptance Criteria - Table 5,11,12,13,14,15,16 and 17







- Horizontal Performance Test
- Frequency- 100%
- Equivalent Stiffnes - 100% inspection
- Equivalent Damping Factor- 100% inspection
- Appearance - 100% inspection
- Method- Adding shear strain respectively 175% of positive and negative repeat displacement under loading dead load reaction force (Rd), 11 times
- Testing Place- Fabrication Company
- Acceptance Criteria -
- Equivalent Stiffnes - Equivalnet stiffness as average of 10 times (2 to 11 times ) requires to be +/-10% of design value as shown in the drawing.
- Equivalent Damping Factor- 1Wquivalent damping factor requires to be more than the design value = to 17%
- Appearance - No cracks or other visual abnormity in appearnce is acceptable.








- Vertical Performance Test
- Frequency- 100%
- Method- Loading force equivalent to maximum force (Max) (R( 3 times repeatedly.
- Testing Place- Fabrication Company
- Acceptance Criteria -
- No apperance deformation
- Appearance - No cracks or other visual abnormity in appearnce is acceptable.
- Shear Performance Test
- Frequency- 1 specimen
- Method- The test specimen is used over 1000mmrubber bearing considering ISO 22762-2 and its shear modulus used is higher one than actual products as inclusive specimen. Ading Shear Strain Respectively as following steps of positive and negative repeat displacement under loading DEad Load REaction Force (RD=(R3). 175%x11 times, 250%x 6 times, 300% x 2 times. Shear Strain respectively 175% total rubber thickness.
- Testing Place- Fabrication Company
- Acceptance Criteria -
- Equivalent Stiffnes - Equivalnet stiffness as average of 10 times (2 to 11 times ) requires to be +/-10% of design value as shown in the drawing.
- Equivalent Damping Factor- Equivalent damping factor requires to be more than the design value to maintain the predefined shape to support vertical load when having shear deformation,
- Appearance - No cracks or other visual abnormity in appearnce is acceptable.
- Cyclic Neutral Salt Spray Test
- Frequency- 1 specimen
- Method- JIS H 8502 or equivalent. The following durabitlity test shall be carried out on the specimen metal- sprayed by the same method as that totalon actial products.
- Step 1: Neutral shall spraying 35 degrees +/- 1, sodium chloride concetration 50+/-5g/l for four hours
- Step 2: Drying 60 degrees +/-1, relative humidity 20-30% RH for four hours
- Step 3: Moistening 50 degree +/-1, relative gumidity of 95% RH or more for 2 hours.
- The above 3 steps make one cycle. This cycle shall be repeated until duration time reaches to 6000 hours or 250 days
- Acceptance Criteria -
- After the salt spray test, there shall be no unacceptable rust development on the specimens
- Surface Treatment (Blasting)
- Frequency- 100%
- Method- Surface treatment shall be checked in the process and records shall be submitted
- Acceptance Criteria - Table 6

- Thermal Spraying / film thickness inspection
- Frequency- 100%
- Method- Measure 5 points each of 2 to 4 parts on the machining finish surface each for 1 set with electromagnetic film thickness mete. Mean value shall be the measuring value
- Acceptance Criteria -
- Average fillm thickness shall be more than standard film thickness 100um. There shall be no defect causing problem at the time of use.

- Adhesion Strength
- Frequency- once before application of thermal spraying
- Method- Adhesion test shall be conducted for a test piece before spraying products. Before spraying, it shall be conducted with the Engineer to witness
- Acceptance Criteria- 4.5 N/mm2 (JIS H 8300)














